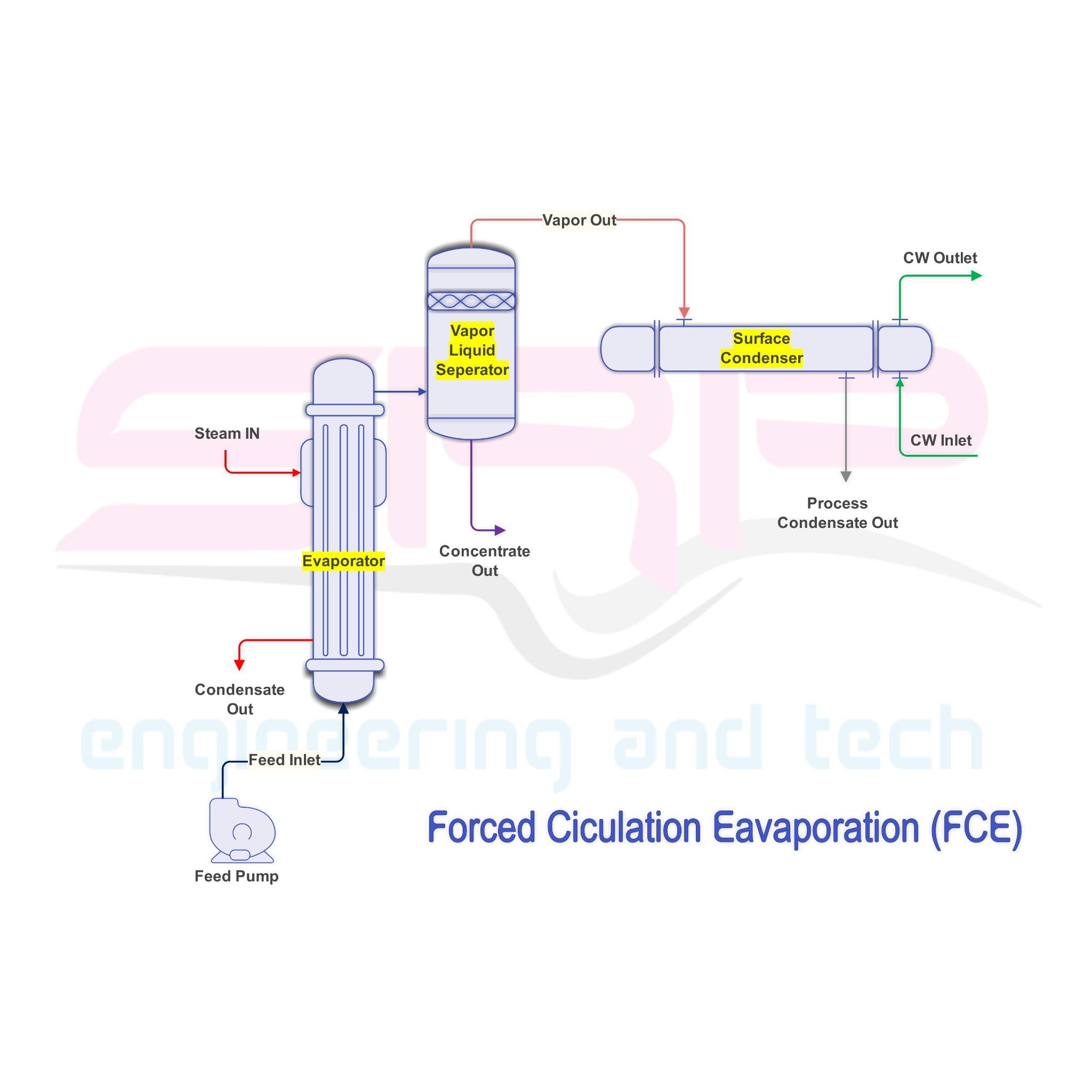
At SRP Engineering and Tech, we offer the highly efficient Forced Circulation Evaporator (FCE), a state-of-the-art solution designed to meet the needs of industries requiring superior heat transfer, reliable operation, and minimal fouling. The FCE utilizes a pump to force the liquid through the heating tube section, ensuring uniform flow and enhanced heat transfer. This continuous circulation system allows for better control over the evaporation rate and is ideal for processing difficult liquids, including those with high fouling tendencies, slurries, suspensions, and heat-sensitive products.
The Forced Circulation Evaporator (FCE) operates by pumping the liquid through the heated tubes, ensuring constant contact between the liquid and the heating surface. The liquid is kept in continuous motion, promoting uniform evaporation while preventing the buildup of solids that could otherwise cause scaling or fouling. Unlike traditional evaporators, which rely solely on gravity, the forced circulation system ensures a higher level of control over the process, making it perfect for materials that require careful handling.
The forced circulation design enables quick and uniform evaporation, which minimizes the risk of thermal degradation of the product. With multiple heat transfer surfaces and a short residence time, this process offers fast evaporation with high efficiency.
Pressure Range- Full Vacuum / Atm. / Under Pressure
Offered MOC- SS304L, SS316L, SS310, Duplex / Super Duplex Stainless Steel, Hastelloy C22 & C276, Mild Steel and any specific as per process requirement etc.